掘り込み形状のあるゲージのコストダウン設計のポイント
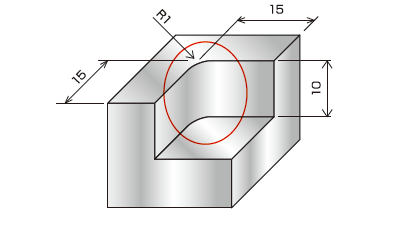
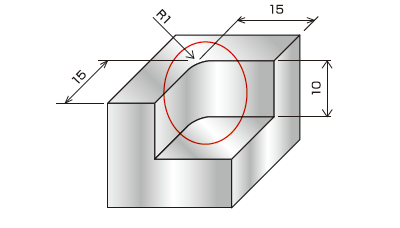
Before
{kind=link}
After
インコーナーの形状をR1からR 4 の逃げ 形状を設けることで、φ6の径のエンドミ ルを使っての加工が可能になり精度向上となる。
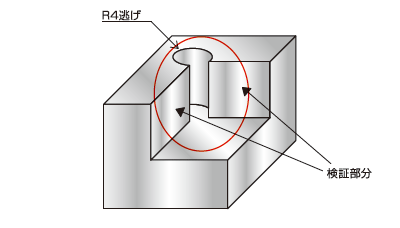
はめあいゲージにおいて、必要検証部が上図のように角部には存在せず、立ち壁部のみに必要な 場合、角部を逃がし形状にすることで加工時間を大幅に短縮することができます。また逃げを設けることにより検証部分の加工精度も安定させることができます。
はめあいゲージの設計においては、検証に必要な部分以外の形状を単純化にしたり、加工が容易 な形状に変更することで精度向上と加工時間の削減が可能になります。そのためには角部形状加 工に使用する工具のことをよく知っておくことが重要になります。